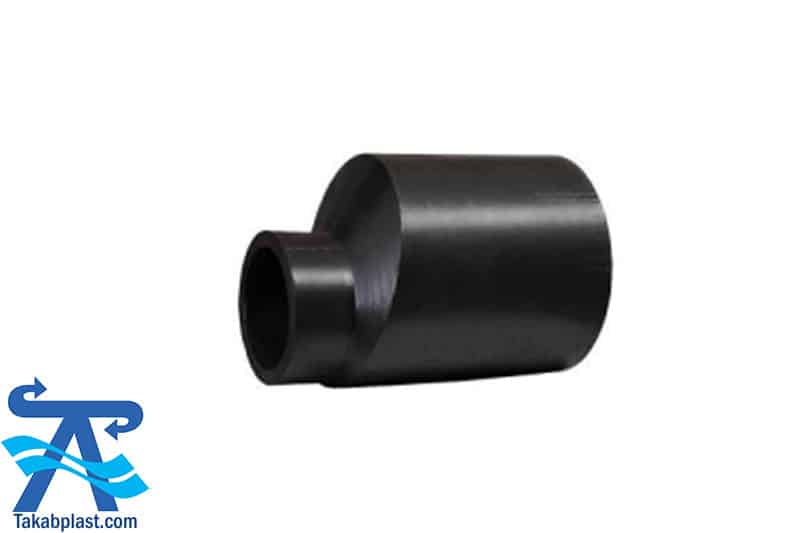
اتصالات تزریقی با استفاده از دستگاه تزریق (injection Fittings) تولید می گردد، در این روش تولید با تزریق مواد پلی اتیلن درون قالب پس از چند مرحله مانند فشار تزریق، خنک کاری و … اتصال مورد نظر تولید می گردد.
در این روش تولید با توجه به فشرده شدن مواد پلی اتیلن در قالب، فشردگی بسیار بالایی در مواد پلی اتیلن تشکیل دهنده قطعه ایجاد می گردد. همواره مقایسه این دو روش تولید در مسائل طراحی خطوط انتقال آب مورد بحث و بررسی قرار گرفته است.
1) در روش تولید اتصالات پلی اتیلن با توجه به فشرده نمودن مواد پلی اتیلن، اتصال پلی اتیلن دارای دانسیته و تراکم بهتری نسبت به اتصالات تزریقی دارند که این باعث جریان بهتر سیال در اتصال می گردد.
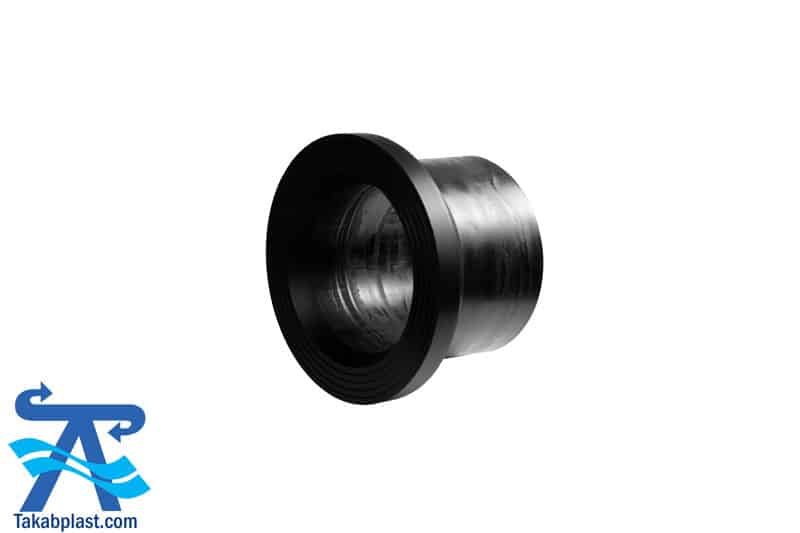
2)عدم نیاز به اعمال ضریب کاهش فشار: اتصالاتی که به روش تزریق تولید می گردد و یا در اصطلاح اتصالات تزریقی پلی اتیلن به آن گفته می شود.
طبق محاسبات مکانیکی انجام شده بر روی این نوع از اتصالات، به این دلیل که نقاطی که دارای تنش بیشتر در هنگام حرکت سیال درون اتصال هستند، دارای ضخامت بیشتری می باشند.
نیاز به اعمال ضریب کاهش فشار وجود ندارد در حالی که در این امر مطابق استاندارد ملی INSO14427 در اتصالات ماشینکاری، فشار قابل تحمل اتصال ماشینکاری محاسبه می گردد.
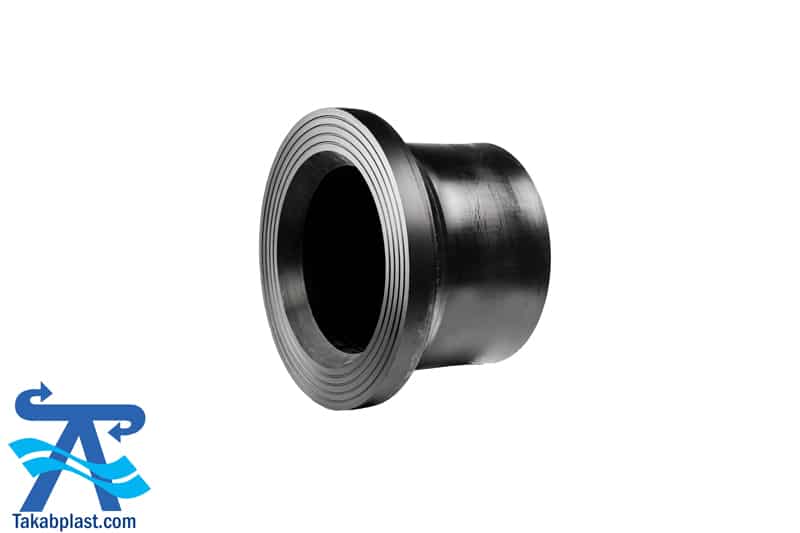
3) اگر به تاریخچه اتصالات ماشینکاری و تزریقی مراجعه کنیم در می یابیم که اتصالات تزریقی پلی اتیلن نسل جدیدتری نسبت به اتصالات ماشینکاری می باشند.
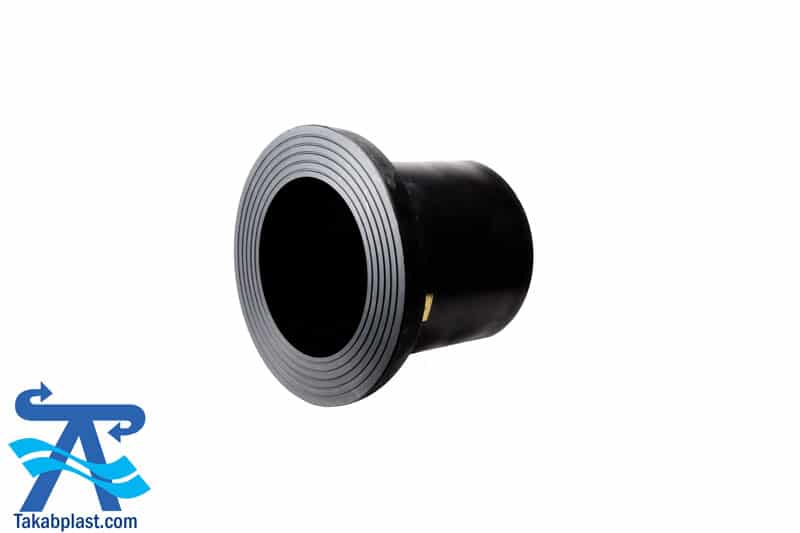
اتصالات پلی اتیلن (polyethylene fittings) که به روش جوش لب به لب یا بات فیوژن به یکدیگر متصل می گردند به دو روش قالبی – تزریقی و ماشینکاری تولید می گردند.
جهت خرید این نوع از محصولات می توانید به ادامه صفحه مراجعه کنید و کلیه محصولات این دسته بندی را به طور کامل مشاهده نموده و توضیحات بیشتر را در صفحه هر محصول مطالعه کنید.
توجه داشته باشید که سایزها به همراه قیمت ها و نقشه فنی در صفحه هر محصول قرار داده شده است که خریداران محترم می توانند قبل از ثبت سفارش از وجود سایز و بار لوله مورد نظر مطمئن شوند.
در صورت موجود نبودن سایز و فشار کاری مورد نظر در صفحه محصول می توانید با پشتیبانی شرکت تکاب اتصال دماوند تماس بگیرید.